The Cost of Not Filtering Out Fine Particulate in Cooling Tower Water
If you need powerful, industry-grade temperature regulation, then cooling towers are often your best bet. These specialized heat exchangers can keep your systems cool in even the toughest applications through advanced water-cooling methods. Unfortunately, by using water as the means for their temperature regulation, cooling towers are susceptible to contamination and maintenance issues, needing consistent water treatment to stay operational.
However, not just any water treatment method will do. Most cooling tower problems stem from ultra-fine particulate that gradually coalesces in your tower’s water over time. These contaminants must be dealt with and properly removed on a regular basis or your cooling towers will have performance and efficiency issues, ultimately leading to the breakdown of your system.
Here, we’ll cover the true cost of not filtering out ultra-fine particulate, as well as how to properly treat your water to ensure that these issues never become a problem and save your operation thousands of dollars each year.
Why Are Ultra-Fine Particles Dangerous
As cooling towers work to keep your systems cool, they end up scrubbing many contaminants that are present in your airstreams. Those contaminants end up going into the cooling tower’s water supply, where they’ll stay until the water is properly treated or changed out. Even with the latter, certain particulate can be hard to get rid of, sticking to the impellers, pumps and other internal components of the tower itself.
The finer the particulate is, the harder it is to get rid of. With their higher surface areas, ultra-fine particulate – especially that in the submicron range – can more easily stick to and become lodged in the internal components of your cooling tower, causing larger and larger issues over time as that particulate accumulates.
This is particularly a problem for the heat transfer surfaces in your tower. Particle buildup interferes with the heat exchange of the surfaces, causing significant performance and efficiency losses.
What Are Common Cooling Tower Problems?
One of the biggest issues with ultra-fine particulate goes beyond the damage that these particles can cause directly. Ultra-fine particulate can lead to a host of other major cooling tower problems, including:
- Biofilm and fouling
- Scaling and corrosion
- Foaming
Here’s how each of these affect cooling towers, and how ultra-fine particulate plays a role in making these issues even worse:
Biofilm and Fouling
As your cooling tower runs, it will bring in contaminants from the outside air. This includes microbiological deposits like fungi, algae and bacteria that can form a slime or “biofilm” on your cooling tower’s heat transfer surfaces. This leads to fouling and cooling inefficiencies. The biofilm can also potentially weigh down the structural members of your tower as it builds up, causing significant structural damage.
Inorganic ultra-fine particulate buildup can aid the formation of these microbiological deposits by offering a better surface for them to stick to, making matters worse if ultra-fine particulate is not filtered out. Ultra-fine particles can also interfere with the function of biocides and other key water treatment chemicals, making it harder to control biofilm and fouling. In addition, some organic deposits fall into the ultra-fine size category themselves.
Scaling and Corrosion
When water comes into contact with metal, you are bound to get corrosion. That’s why cooling towers are especially corrosion-prone when compared with other process equipment. Ultra-fine particulate and biofilm can also lead to corrosion on the internal components of your cooling tower, which lays the groundwork for scale.
Calcium sulfate, calcium phosphate and other calcium salts that your tower brings in from the surrounding air can cause scale. Similar to biofilm and ultra-fine particulate buildup, scale impacts the performance and efficiency of your tower by dampening its heat transfer surfaces.
Foaming
While not as common – and not as big of an issue – as the other cooling tower problems presented here, foaming can still lead to problems. Excessive foam can cause the tower’s sump to overflow or force the tower’s fans to expel foam. It can also cause fouling since foam often has higher concentrations of microbiological contaminants.
Once any of these problems start to manifest, you start to have a vicious cycle of cooling tower problems as each adds to and builds upon the others. No matter what type of cooling tower you have, they all operate on similar water-cooling methods, making these issues a significant pain point for anyone with a cooling tower.
How Does Side Stream Filtration Reduce Cost?
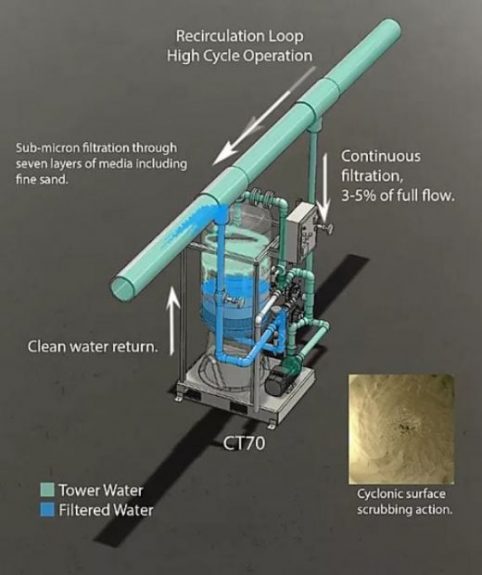
Before we look at costs, we have to understand how to remove fine particulates from the water. High Efficiency Side stream filtration systems continuously filter a portion of the cooling water to remove suspended solids, organics, and silt particles, reducing the likelihood of fouling and biological growth, which in turn helps to control other issues in the system such as scaling and corrosion. This results in both water and energy efficiency gains due to a reduction in the amount of water discharged from the cooling system and a decrease of scale formation on the heat transfer surfaces.
So, if we consider a 400 Ton Chiller, operating 3,700 hours per year at a load of 70% and operating efficiency of 65% at 3 cycles of concentration, the cooling tower consumes around $1,500-2,000 worth of water treatment chemicals per year and an estimated 48 man hours of annual maintenance costs totaling $4,500 per year.
In the water supply, the particles in the 0-20 micrometer size range make up 90% of the total particle volume. Consequently, this result in formation of the thin layer on the heat exchanger surfaces of 0.001 inches in thickness. This very think layer results in a drop in power loss of 10% and will buildup and increase over time. Each 0.001 in. contributes 10% increase in power loss and in addition results in 20% increase in costs for water treatment. Based on these conditions, the tower above consumes approximately $47,000 in energy each year.
Once High-Efficiency Sand Side Stream Filtration is incorporated, the water flow is filtered at 10% of the entire flow rate. This will remove all particles from 0.45 microns and up. The energy loss and water treatment chemical costs will be regained AND you will be to increase your cycles of concentration. All in, including maintenance, chemical and energy, the use of Side Stream Filtration will save this operation $8,700 per year. Given the cost of the unit required for this installation, this is approximately a 1 year Return-On-Investment.
How ChemREADY Can Help
If you want to make sure that your new side stream filtration unit is ready to optimize your cooling systems, ChemREADY’s particle analysis service can help determine your exact cooling tower filtration needs. Then, with the help of our quality chemicals, we’ll make sure that your water is properly prepared for filtration.