Reading Time | 10 Minutes

A closed loop system fails quietly. There’s no evaporation to track, no visible blowdown, no daily readings that flag a problem in progress. By the time a heat exchanger fouls, a chilled water coil starts weeping rust, or a pump seal fails prematurely, the chemistry has usually been degrading for months.
Closed loop systems — chilled water loops, hot water heating loops, and glycol-based freeze protection systems — are the part of a facility’s water treatment program that gets the least attention. That invisibility is exactly why closed loop corrosion is one of the most expensive water-related failures in industrial facilities.
This post explains what causes it, how to detect it early, and what a managed program looks like versus a system running on neglect.
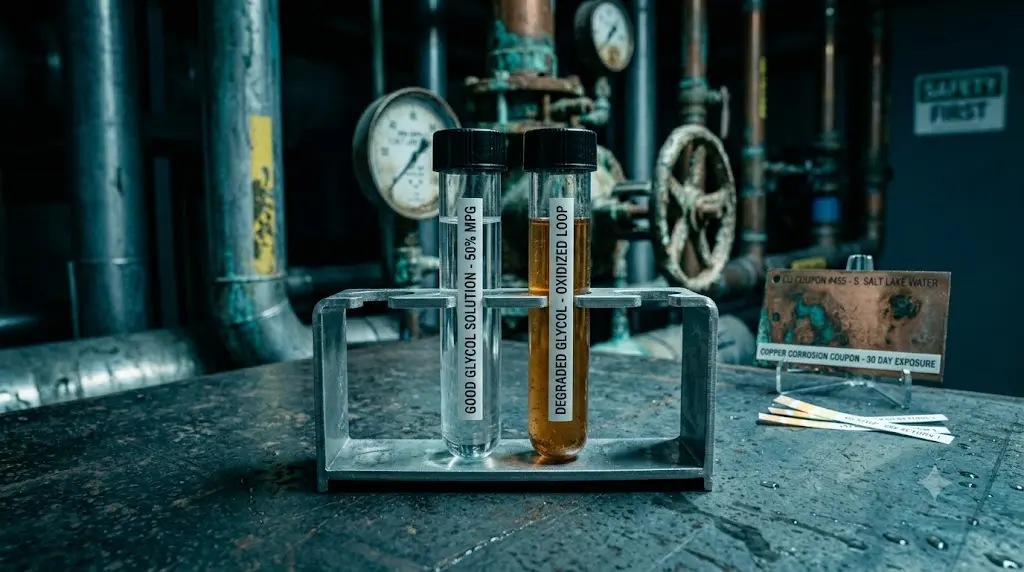
Closed loop corrosion is caused by the depletion of corrosion inhibitors combined with glycol degradation that drops system pH into the range where steel, copper, and aluminum corrode aggressively. Inhibitors are consumed protecting metal surfaces, plate out on components, and dilute with every makeup water addition. When they fall below the minimum effective concentration — typically 30-50% of the target dose — the metal has no chemical protection.
The two root causes work together:
Glycol degradation. Propylene and ethylene glycol degrade through oxidation, particularly in systems running above 200°F or in systems with oxygen infiltration through leaks, air vents, or poorly maintained expansion tanks. Degradation produces glycolic acid, formic acid, and oxalic acid — byproducts that consume the inhibitor package and suppress pH. A system that started at pH 8.5 may be running at 6.2 two years later with no visible warning.
Inhibitor depletion. Even without glycol degradation, inhibitors deplete on a predictable timeline based on system volume, metallurgy, operating temperature, and makeup water additions. A loop that was correctly treated at startup is not correctly treated eighteen months later unless the program includes regular testing and replenishment.
If your last test was more than 6 months ago — or you don't have one on file — it's worth finding out what's been building up since.
Talk to a Water Treatment Specialist →
A managed closed loop program monitors four core parameters. Any of these outside the acceptable range is a corrosion or equipment risk:
| Parameter | Target Range | Risk Below/Above | What It Tells You |
|---|---|---|---|
| pH | 8.0–9.5 | Below 7.0 = steel corrosion onset; below 6.5 = active damage | Indicates glycol acid buildup or inhibitor loss |
| Inhibitor Reserve | Per manufacturer spec (typically 3,000–5,000 ppm) | Below 30% of target = system unprotected | Direct measure of remaining protection |
| Glycol Concentration | 25–50% by volume (system-specific) | Drift = changed freeze point AND inhibitor balance | Detects dilution from makeup water additions |
| Dissolved Metals (Fe, Cu) | Fe < 2 ppm, Cu < 0.5 ppm baseline | Rising levels = active corrosion in progress | Corrosion byproduct; quantifies ongoing damage |
| Conductivity | Per program spec | Unexpected spike = system contamination | Indicates TDS change, makeup water ingress |
Glycol degradation is slow, accumulative, and easy to miss — which is what makes it dangerous. The process accelerates under three conditions: high operating temperatures (above 200°F), oxygen infiltration through the system boundary, and extended time between inhibitor replenishment.
Once degradation byproducts form, they attack the inhibitor package. The buffer capacity of the inhibitor blend — its ability to resist pH change — erodes first. Then pH begins to drop. Below pH 7.0, mild steel corrosion rates increase sharply. Below pH 6.5, you’re causing measurable damage to steel, copper, and aluminum components simultaneously.
Under-deposit corrosion — where corrosion products accumulate beneath sediment layers on heat transfer surfaces — is the most expensive form. It progresses in areas that routine inspection doesn’t reach: inside heat exchanger tubes, on basin floors behind settling sediment, in low-flow branch circuits. A 1/16″ fouling layer on heat exchanger tubes can reduce thermal efficiency by 10–15% and accelerate localized metal loss underneath.
The corrosion products themselves circulate through the system — iron oxides, copper ions, aluminum particulate — depositing on heat transfer surfaces, fouling control valves and strainers, and accelerating wear on pump seals in ways that look like mechanical failure.
If you can't answer that quickly, it's worth finding out what's been building up since. ChemREADY walks your system, tests your water, and tells you what we find — no obligation.
Talk to a Water Treatment Specialist →800-229-6801
You don’t, without testing. That’s the core problem with closed loop chemistry. A system running on depleted inhibitors looks and sounds exactly like a system running correctly — until something fails.
The indicators that are available without testing are lagging indicators: brown or rusty system water, magnetic particle buildup on strainer screens, recurring pump seal failures, and unexplained heat transfer losses. By the time these appear, the corrosion has been advancing for months.
Early detection requires periodic water analysis. What to test, and what the numbers mean:
In facilities we work with, the most common finding on a first-time closed loop test is pH between 6.0 and 6.5 combined with inhibitor reserve below 20% of the target level. The system is running, the loop is circulating, and the damage is well underway. Closed loop services include routine testing, inhibitor replenishment, and glycol management — the full program, not just a chemical delivery.
For most industrial closed loop systems, testing two to four times per year is the right cadence — with the frequency calibrated to system age, known leak history, operating temperature, and metallurgy complexity.
Systems under three years old with minimal leak history can typically be maintained on a semi-annual schedule. Systems over five years old, systems with known makeup water additions, systems running at high temperatures, or systems with mixed metallurgy (copper and steel in the same loop) need quarterly testing at minimum.
The right frequency isn’t a fixed number — it’s whatever keeps the chemistry inside the acceptable range between visits. A managed program sets the schedule based on what the test results show, adjusts when the system changes, and documents every test and treatment action. That documentation matters independently of the chemistry: it’s the record that demonstrates active management if a system failure ever leads to an insurance or equipment warranty dispute.
Closed loop water treatment that includes digital monitoring between service visits takes this further — digital remote monitoring can track conductivity and other leading indicators continuously, flagging makeup water events or chemistry drift between scheduled test dates.
The alternative — testing once a year or waiting for a visible problem — is finding out there’s an issue when a heat exchanger opens up and the tube sheet is pitted. At that point, chemistry is the least expensive part of the repair.
ChemREADY builds managed water treatment programs for cooling towers, boilers, and closed loop systems — on-site visits, documented results, and chemistry that adjusts to your system. Let's talk about what that looks like for your facility.
Contact ChemREADY →Book a 30-minute conversation directly. We'll discuss your water treatment situation and whether working together makes sense.
Book a 30-minute call →Take a look at our water treatment services first. See where you stand across chemical programs, system performance, and municipal compliance — then decide if a conversation makes sense.
Find out what a buyer would see →Browse everything we do in water treatment — chemicals, equipment, and services — at your own pace, no conversation required.
Explore our water treatment solutions →We work with advisors who encounter infrastructure gaps in municipal water and drinking water client businesses. If you're looking for a referral partner for pre-sale readiness work, let's talk.
Learn about our partner program →