Reading Time | 10 Minutes

Boiler condensate return line corrosion is caused by carbonic acid (H₂CO₃) that forms when carbon dioxide — carried in the steam from the boiler — dissolves into the condensate as it cools. Carbonic acid lowers condensate pH to the 5.0–6.5 range, well into the territory where carbon steel corrodes through a pattern called grooving corrosion: a progressive, localized wall thinning that follows the bottom of horizontal return lines where condensate pools and runs. The exterior of the pipe remains intact while the interior wall thins toward failure.
CO₂ in the steam originates from two sources: bicarbonate alkalinity in the makeup water, which decomposes to CO₂ at boiler temperatures, and dissolved CO₂ that enters with makeup water that hasn’t been deaerated or softened adequately. A boiler program that controls alkalinity in the feedwater reduces the CO₂ load — but most programs don’t eliminate it entirely, which is why return line treatment is a separate and necessary program component. (Alkalinity control is the same lever that governs scale formation on the boiler’s heat transfer surfaces — the two problems share a root cause in feedwater chemistry.)
Most programs treat the boiler and stop. A free water analysis includes a review of your condensate return chemistry.
Schedule a Free Water Analysis →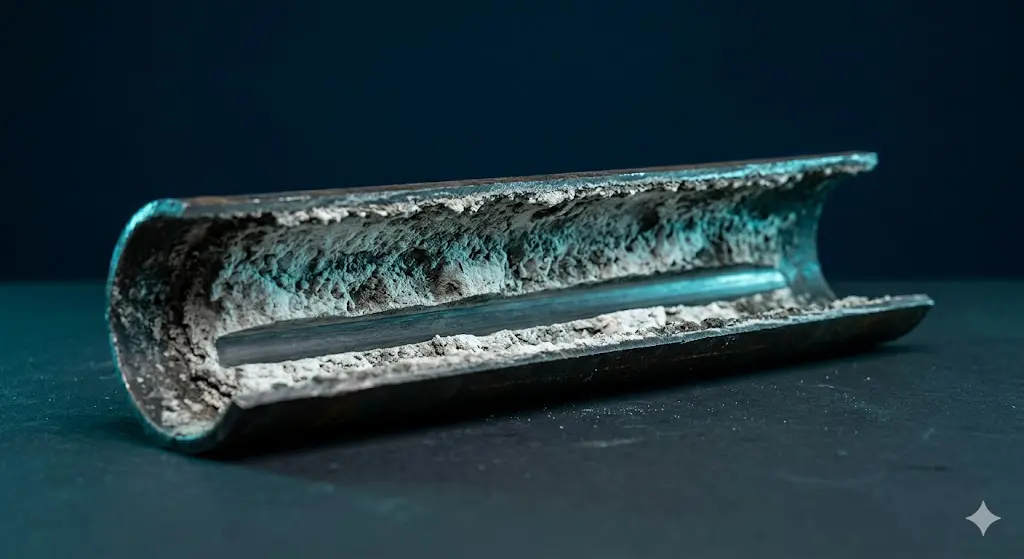
Neutralizing amines are volatile organic compounds added to the boiler feedwater or steam line that volatilize with the steam, travel through the distribution system, and condense with the condensate — depositing their alkalinity in the return lines where it’s needed. They neutralize carbonic acid in the condensate and raise condensate pH into the 8.0–9.0 range where carbon steel is stable.
Amine selection matters because different amines have different distribution characteristics based on their volatility and partition behavior between the steam and liquid phases:
| Amine Type | Volatility | Best Application | pH Range Delivered |
|---|---|---|---|
| Morpholine | Low (concentrates in condensate) | Long return systems; protects distal sections | 8.0 – 9.0 in condensate |
| Cyclohexylamine | High (distributes widely in steam) | Complex return systems with multiple branch lines | 8.0 – 9.5 |
| Diethylaminoethanol (DEAE) | Medium | Balanced distribution; general-purpose | 8.0 – 9.0 |
| Filming amines (e.g., octadecylamine) | Low | Supplemental protection; coats metal surface | Not pH-based; barrier mechanism |
Most boiler services that include return line protection use a blend of neutralizing amines with complementary volatility profiles — one high-volatility amine to reach distal points, one lower-volatility amine to concentrate protection where condensate is densest.
A program dosed for the boiler drum rather than the full return system extent will protect the near-side return lines and leave the far-end sections running at carbonic acid pH. Long return systems, systems serving multiple buildings, or systems with significant heat loss between the boiler room and end use points typically need either higher overall dose or supplemental amine injection points to maintain adequate condensate pH throughout.
System length, steam pressure, and branch complexity all determine which amine blend protects the full circuit. See how a complete boiler water treatment program is built to cover feedwater, drum, and return together.
Explore Boiler Water Treatment →Three indicators are measurable without cutting into return line piping:
A corrosion and scale inhibitor program that includes return line chemistry monitoring checks these parameters on each service visit — tracking condensate pH and iron over time to catch return line corrosion before it becomes a pipe failure. Digital remote monitoring can extend that visibility between service visits. What we typically find on a first assessment of a steam system that has never included return line treatment: brown condensate, elevated iron, and a boiler program that ends at the drum.
The condensate return system moves the same steam your boiler produces. Protecting only one end of that circuit is protecting half the investment.
ChemREADY offers a free on-site water analysis — we'll test your feedwater, boiler water, and condensate return, and give you a plain-English report on what we find. No obligation.
Schedule Your Free Water Analysis →800-229-6801
Book a 30-minute conversation directly. We'll discuss your water treatment situation and whether working together makes sense.
Book a 30-minute call →Take a look at our water treatment services first. See where you stand across chemical programs, system performance, and municipal compliance — then decide if a conversation makes sense.
Find out what a buyer would see →Browse everything we do in water treatment — chemicals, equipment, and services — at your own pace, no conversation required.
Explore our water treatment solutions →We work with advisors who encounter infrastructure gaps in municipal water and drinking water client businesses. If you're looking for a referral partner for pre-sale readiness work, let's talk.
Learn about our partner program →